Handling
As IKO CRWG series, CRWG…H series and CRW series are designed highly precisely, take extra care for handling.
A pinion gear and cylindrical roller are incorporated with the cage for the CRWG series and CRWG…H series. When the cage is dropped or handled roughly, the pinion gear and cylindrical roller may come off. Especially for CRWG…H, grabbing the cylindrical roller may take it off, so be sure to hold the cage body for handling. In addition, do not cut off the cage as doing so may cause pinion gear coming off and breakage of gear joint section.
A rack is incorporated with the way for the CRWG series and CRWG…H series. In operation, take note that the rack may come off when the end screw is removed. Though the cage for the CRW series may cut off to necessary length, handle it with care not to deform it when cutting.
Shape of mounting part
For the opposite corner of the mating reference mounting, it is recommended to have relieved fillet as indicated in picture below. In addition, a clearance of 0.5 mm or higher should be made between the way and the mating member material.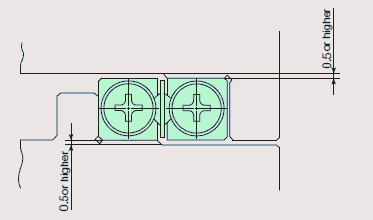
Preload adjustment mechanism
For use with preload, use the preload adjusting screw as a general way. Preload adjusting screw nominal dimensions and mounting position should be in accordance with the way fixing bolt dimensions and position. Press the center of the way H dimensions.
Preload amount varies depending on operational conditions of your machine and device. However, as excessive preload may lead to short life and damage on the raceway, it is typically ideal to adjust to zero clearance or slight preload state. When accuracy and rigidity are required, use a push plate or tapered jib respectively.
Operating temperature
As synthetic resin components are used for the CRWG series and CRWG…H series, the maximum operating temperature is 120°C, while it should be lower than 100°C for continuous use.
Maximum velocity
Operating velocity should be lower than 50 m/min for the CRWG series and CRWG…H series, and lower than 30 m/ min for the CRW series.
Tightening torque for fixing screw
Typical tightening torque for mounting of the CRWG series, CRWG…H series and CRW series is indicated in table below. When vibration and shock are large or moment load is applied, it is recommended to fix by using the torque 1.3 times larger than that indicated in the table. In addition, when high running accuracy is required with no vibration and shock, it may be fixed by using torque smaller than that indicated in the table, however, it is recommended to use adhesive agent to fasten the screw, or to use stop bolts.
| Bolot size | Tightening torque N.m |
|---|---|
| M 2 x 0.4 | 0.40 |
| M 3 x 0.5 | 1.4 |
| M 4 x 0.7 | 3.2 |
| M 5 x 0.8 | 6.4 |
| M 6 x 1 | 10.9 |
| M 8 x 1.25 | 26.1 |
| M 10 x 1.5 | 51.1 |
| M 12 x 1.75 | 88.2 |
| M 14 x 2 | 140 |
| M 16 x 2 | 215 |
Remark When fixing screws used on the table side and bed side are not identical, fasten them all to the smaller tightening torque.